
一、減少內應力的方法
1.錘打和鍛冶——機械法
當焊修較長的裂縫和堆焊層,需要以一端連續焊到另一端時,在焊修進行中,趁著焊縫和堆焊層在熾熱的狀態下,用手錘敲打,這樣可以減少焊縫的收縮和減少內應力。敲打時,焊修金屬溫度800℃時效果最好。若溫度下降,敲打力也隨之減小。溫度過低,在300℃左右就不允許敲打了,以免發生裂紋。鍛冶方法的道理與上述基本一致,不同的是要把焊件全部加熱后再敲打。
2.預熱和緩冷——熱力法
此種方法就是焊修前將需焊的工件放在爐內,加熱到一定的溫度(100~600℃),在焊接過程中要防止加熱后的工件急劇冷卻。這樣處理的目的是降低焊修部分溫度和基體金屬溫度的差值,從而減少內應力。緩冷的方法是將焊接后的工件加熱到600℃,放到退火爐中慢慢地冷卻。
3.“先破后立”法
鑄鐵件用普通碳素鋼焊條焊接時,很容易產生裂紋,用鑄鐵焊條又不經濟。現介紹一種“先破后立”用碳素鋼焊條焊接的方法:先沿焊縫用小電流切割,注意只開槽而不切透,然后趁熱焊接。由于切割時消除了裂紋周圍局部應力,不會產生新裂紋,焊接效果很好。
在焊接過程中減少內應力有以上三種方法,現舉例如下:鑄鐵泵殼裂縫的焊接。
(1)在裂縫的兩端點鉆止裂孔(φ10mm),以防焊接中裂縫進一步向外擴展。
(2)用手動磨光機在裂縫的位置開坡口,坡口頂寬8~9mm,略成V字形,深32mm(此泵泵殼壁厚為40mm),使得能夠焊入電焊液。
(3)焊接為手工焊,采用φ3.2mm專用鑄鐵電焊條,使用直流電焊機,反接,電流為150A,實施間斷焊,即每焊長15~20mm電焊縫,停等片刻。在停焊間隙,當焊接熔液凝固后,由白熱狀態到紅熱狀態時,用小尖錘捶擊電焊縫,捶擊用力要輕,速度要快,次數要多,使焊縫金屬減薄向四周伸長,抵消一些焊縫收縮并減少焊接應力,這樣能有效地提高焊縫金屬的抗裂性(注意使用小錘頭必須是半徑為10mm左右的圓弧形的)。待焊接熔池冷卻到暗紅色消失后再接著焊。
(4)對于較長的裂縫,為避免開裂,必須分段焊補。分段的原則是先焊能自由伸縮的那段。如分三段,應首先焊中間的一段,當此段冷至暗紅色消失時,立即施焊另一段,然后焊最后一段。
(5)施焊前,先對焊縫區進行預熱,焊后保溫,以降低冷卻速度。預熱、保溫不僅能提高焊縫金屬的抗裂性,而且還有益于降低熔合線附近區域的硬度。
二、減少和防止焊修時變形的方法
1.預熱法
在焊接前對焊接件進行預熱,不僅可以減少內應力,而且也是一種減少變形的好方法。
2.預加反變形法
預加反變形法是根據被焊金屬的性質,預先憑經驗估計出焊修后發生變形的方向和收縮量,在焊修前,將工件用機械方法進行預變形,使焊修后的變形恰好和預變形抵消。
3.水冷法
此種方法就是利用冷水噴射焊件,用降低基體金屬的溫度來防止變形,也可以將焊件浸在冷水槽中,露出需要焊修的部分,這樣使基體金屬溫度不會升高,因此焊修件也不會引起變形。
4.夾固法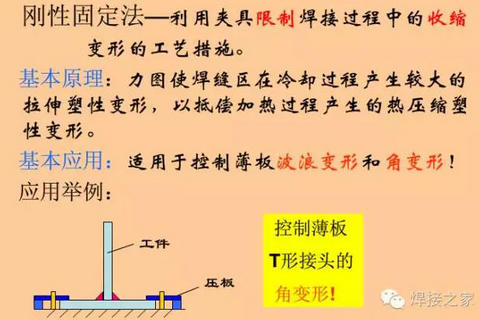
5.合理選擇焊接規范
在焊接前,合理選擇焊接規范,對減少焊件變形影響很大。如隨著電流強度的增加,焊件的變形相應增大。焊縫的焊接順序對減少焊件變形有很大意義,結構上的焊縫,應該使被連接的兩個部件之間的焊縫最后焊成。對于柱形板結構,應該先焊縱向(軸向)焊縫,然后焊環形焊縫,否則,會使結構中央引起凸起變形,甚至裂縫。若焊件是一些鋼板組成的金屬板,應首先拼焊鋼板的橫向焊縫,當組成單個板條后,可采用分段焊,每一段都是朝著與施焊總方向相反的方向施焊,即采用逆向焊接法。
另外,在焊接焊件時,如條件允許,應盡量采用快速和多層的焊接方法,各層間隔時間越短,效果就越好。