
在耐磨鋼板焊接過程中,焊縫過寬、焊腳尺寸過大,不但焊接接頭受熱嚴重,引起焊縫晶粒粗大,塑性、韌性下降,而且焊接熱影響區較大,易產生焊接應力及變形;再者浪費材料增加成本。反之,焊縫過窄、焊腳尺寸過小,耐磨鋼板與焊縫可能熔合不良,引起應力集中,同時還使焊縫易產生咬邊、裂紋等焊接缺陷,影響接頭強度。因此正確確定耐磨鋼板焊縫尺寸是保證焊接質量的關鍵。
經過多年的研究,得出了手弧焊、埋弧焊焊縫尺寸的經驗計算公式,本經驗公式為焊接工藝中確定手弧焊、埋弧焊焊縫尺寸提供了理論依據,具有較強的實用性。
手弧焊焊縫尺寸的經驗計算公式
1、對接焊焊縫尺寸經驗計算公式
根據板厚及焊接方法要求不同,對接焊縫可分為I形焊縫(即不開坡口對接焊縫)、V形坡口對接焊縫、U形坡口對接焊縫。
(1)I形焊縫寬度的經驗計算公式
生產中,一般板厚小于6mm不開坡口,形成I形焊縫,
焊縫寬度:C=δ+2
⑴式中 δ——工件厚度,mm。
(2)帶鈍邊V形對接焊縫寬度經驗計算公式
如圖1所示帶鈍邊V形坡口焊縫,坡口角度為α,間隙為b,鈍邊為P,根據解三角形的方法:
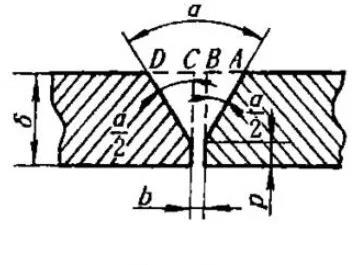
焊縫寬度 C=AB+CD+b+2e
=2(δ-P)tan(α/2)+b+2e
≈δ+3
⑵式中e——坡口兩邊焊縫覆蓋寬度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
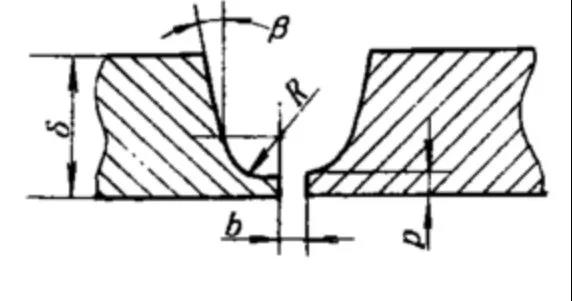
(3)帶鈍邊的U形坡口對接焊縫寬度經驗計算公式
如圖2所示的帶鈍邊的U形坡口,鈍邊為P,間隙為b,坡口角度為β,根部半徑為R,根據解三角形的方法:
焊縫寬度
C=2(δ-P-R)tanβ+2R+b+2e
≈0.35δ+12.5
⑶式中取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊縫焊腳尺寸的經驗計算公式
角焊縫時兩焊件接合面構成直角式或接近直角所焊接的焊縫,角焊縫的焊縫尺寸主要是指焊腳尺寸。
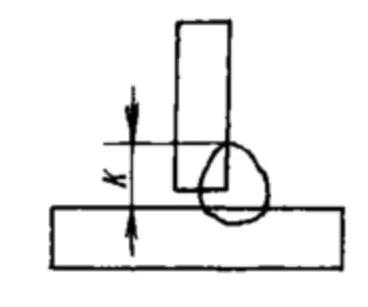
如圖3所示,
T形接頭角焊縫焊腳尺寸
K=δ+2
⑷式中δ——兩焊件較薄者厚度
3、組合焊縫尺寸的經驗計算公式
組合焊縫是指同一接頭焊縫由幾種不同焊縫組成。
如圖4所示即為帶鈍邊V形對焊縫與角焊縫形成的T形接頭組合焊縫。
坡口角度為β1,鈍邊為P,間隙為b,根據解三角形的方法:
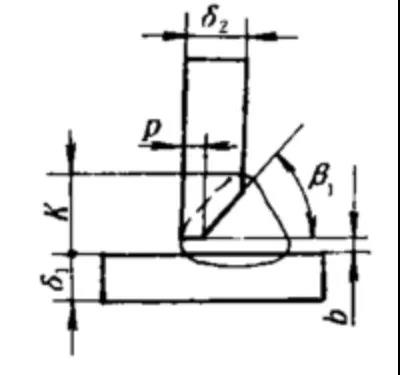
焊腳尺寸K=(δ2-P)tanβ1+b+e≈1.2δ2+1.5
⑸式中取P=2,b=2,e=2,β1=50°。
埋弧自動焊焊縫尺寸經驗計算公式
埋弧自動焊焊縫尺寸 C=δ+10
式中δ——板厚,mm。
該公式與根據《焊接方法及設備》中焊縫熔寬計算公式進行校驗,結果基本一致。
(1)本文得出的焊縫尺寸經驗計算公式經多年的實際應用證明是正確的,完全能滿足生產實際需要;
(2)帶鈍邊V形、帶鈍邊U形等坡口焊縫的焊縫尺寸確定方法,對于類似的坡口形式(如單邊V形、雙邊V形等)可按類似方法計算確定;
(3)按上述方法計算出的焊縫尺寸值,只是一個參數值,實際應用中可視具體情況,在參數基礎上略作調整,一般取公差±1mm左右;
(4)該公式簡明,容易記憶,使用方便,不僅適用于工程技術人員和操作工人,而且特別適用于經驗不足者。